

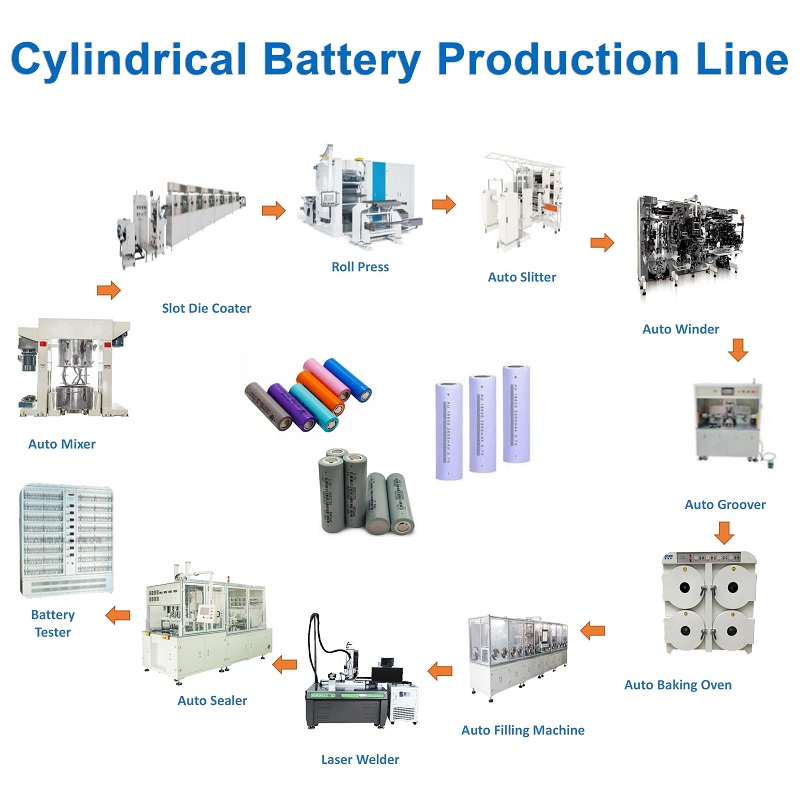
Automatic 18650/21700/26650/32650/32700 Cylindrical Cell Production Equipment Plant For Li-ion Battery Fabrication
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588





Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-CT3235Payment:
Credit Card, Paypal, T/T , Western Union, LCShipping port:
Xiamen PortLead Time:
5 daysAutomatic Gap Or Continuous Coating Machine For Battery Production Line
1. Technical Parameters and Main Configuration of Machine
1.1 Main Configuration
|
NO. |
Name |
Place of Origin |
|
1 |
Air switch |
Chint / Delixi (Domestic) |
|
2 |
PLC |
OMRON |
|
3 |
Touch screen |
Weinview |
|
4 |
Modular |
OMRON |
|
5 |
Intermediate relay |
Schneider |
|
6 |
Servo motor |
Mitsubishi |
|
7 |
Planetary reducer |
Feng Hua (Taiwan) |
|
8 |
Circuit breaker |
Delixi (Domestic) |
|
9 |
AC contactor |
Delixi (domestic) |
|
10 |
Solid state relay |
FOTEK (Taiwan) |
|
11 |
Thermostat |
Yatai (Domestic) |
|
12 |
Automatic deviation correction |
Ultrasonic |
|
13 |
Full automatic tension |
Variable frequency tension |
|
14 |
Optical fiber electric eye |
KEYENCE (Japan) |
|
15 |
Push cylinder |
Yadeke / Qilico |
|
16 |
Deep groove ball bearing (Machine head) |
NSK/NTN |
|
17 |
Coating roller |
Hard chromium plating |
|
18 |
Back roller |
Imported EPDM |
|
19 |
Scraper |
Hard chromium plating |
|
20 |
Guide roller |
Anodizing of aluminum alloy surface |
|
21 |
Frequency converter |
Yingweiteng |
|
22 |
Fan |
Xin fan |
1.2 Technical Parameters
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Apply |
It is applicable to the coating process of positive and negative electrode of LiFePO4、LiCoO2、LiMn2O4and other type batteries |
|
|
2 |
Operating substrate thickness |
Aluminum foil(Al):10-30um; Copper foil(Cu):7-30um |
|
|
3 |
Design width of roll surface |
380 mm |
|
|
4 |
Guaranteed coating width |
100-300mm |
|
|
5 |
Mechanical running speed |
7m/min |
|
|
6 |
Coating speed |
≤2m/min |
It depends on the drying condition |
|
7 |
Suitable slurry viscosity |
2000-16000 cps |
|
|
8 |
Single side coating dry thickness range |
50-200μm |
|
|
9 |
Minimum intermittent length |
≥5mm |
Related to slurry characteristics |
|
10 |
Minimum coating length of multiple sections |
≥20mm |
Related to slurry characteristics |
|
11 |
Solvent properties |
Oily solvent NMP(s.g=1.033,b.p=204℃) |
|
|
|
|
Aqueous solvent H2O/NMP(s.g=1.000,b.p=100℃) |
|
|
12 |
Suitable solid content |
Positive S.C. 60%±20% |
|
|
|
|
Negative S.C. 50%±10% (PVDF system) S.C. 50%±5%(SBR system) |
|
|
13 |
Single side coating dry thickness error |
Within ± 3um |
|
|
14 |
Coating method |
Double layer front and back 3-stage unequal distance intermittent transfer coating / second side automatic tracking / continuous transfer coating |
|
|
15 |
Substrate running direction |
Forward coating, substrate forward and reverse empty foil operation |
|
|
16 |
Overall dimensions |
L8.5*W1.5*H2.3m |
|
2. Structure Introduction of Each Part
2.1 Integral Unwinding, Head Mechanism
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Roller mounting structure |
Rack installation mode |
|
|
2 |
Roller surface treatment |
Surface oxidation of metal aluminum roller |
|
|
3 |
Tension control system |
Closed loop automatic control, constant tension, tension range 0-50N |
|
|
4 |
Deviation correction method |
Automatic EPC control, stroke 80mm |
|
|
5 |
Coiling mode |
The material roll is fixed by 3-inch air expansion shaft |
|
|
Unwinding single shaft support |
|
||
|
6 |
Substrate running direction |
Forward and reverse |
|
|
7 |
Substrate running speed |
5m/min |
|
|
8 |
Maximum unwinding diameter |
Ф 300mm |
|
|
9 |
Maximum bearing capacity of inflatable shaft |
100Kg |
|
|
10 |
Number of unwinding inflatable shafts |
Article 1 |
|
|
11 |
Main drive motor |
Servo motor |
|
|
12 |
Intermittent push |
Servo drive |
|
|
13 |
Roller surface treatment |
Surface oxidation of metal aluminum roller, circular runout ≤ 30um |
|
|
14 |
Scraper structure |
Double sided comma scraper, diameter Ø 80mm |
|
|
15 |
Scraper angle rotation control |
Handle rotation |
|
|
16 |
Coating roller (Steel roller) |
The surface is plated with hard chromium, with a diameter of Φ 120mm |
|
|
17 |
Back roller (Rubber roller) |
Φ 120mm in diameter, imported EPDM for surface bread |
|
|
18 |
Trough mixing |
The rodless cylinder moves in a straight line and the speed is adjustable |
|
|
19 |
Intermittent height adjustment of scraper |
Manual adjustment |
|
|
20 |
Stand alone head position |
Installation and operation before drying channel |
|
2.2 Drying Channel
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Oven structure |
Double layer heating, arranged up and down |
|
|
2 |
Oven length |
6m (3m/section*2) |
|
|
3 |
Material |
SUS304 stainless steel, inner liner 1.0mm, outer liner 1.2mm |
|
|
4 |
Driving mode of oven guide roller |
Passive idler drive |
|
|
5 |
Temperature control |
It is divided into protection control of normal working temperature control and overtemperature monitoring alarm. In case of overtemperature, audible and visual alarm will appear and the main heating power supply will be cut off; Each section is completely controlled independently. |
|
|
6 |
Heating way |
Electric heating, hot air circulation structure |
|
|
7 |
Heating power of single section oven |
13.5KW/3m |
|
|
8 |
Temperature in drying channel |
Design Max 150 ℃, temperature difference in single section oven ≤ 5 ℃ |
|
|
9 |
Box surface temperature during operation |
≤45℃ |
|
|
10 |
Blowing mode |
Upper and lower air blowing, and the upper and lower air volume are controlled respectively through valves; The upper and lower air chambers share the heating body |
|
|
11 |
Exhaust volume control of each section |
Air volume of circulating fan 3000m³/h (single section) Exhaust air volume 4000m³/h |
|
|
12 |
Air nozzle structure |
The blowing direction is 30°from the horizontal, and the air nozzle slot is slotted with a special die |
|
|
13 |
Heating control |
Solid state relay |
|
|
14 |
Fan material |
SUS304 stainless steel |
|
|
15 |
Solvent recovery system |
No, only assist in the installation of interfaces |
|
|
16 |
NMP solvent concentration alarm |
None |
|
|
17 |
Air chamber pressure monitoring |
None |
|
2.3 Winding Mechanism:
The function is the same as that of unwinding, with the following additions:
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Tension |
One set is installed in front of the traction roller, with closed-loop automatic control, constant tension, tension range of 0 ~ 50N, servo control. |
|
|
2 |
Installation structure |
Square frame welding |
|
|
3 |
Number of windup inflatable shafts |
Article 1 |
Single arm winding |
2.4 Control System
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Main control system |
Touch screen, PLC, module, servo system |
|
|
2 |
Operation mode |
Manual, automatic and emergency stop; The whole machine can be operated before and after. |
|
|
3 |
Setting range of coating and intermittent length |
Coating length: 20.0-3200.0mm Intermittent length: 5.0-3200.0mm |
|
|
4 |
Alarm condition |
In case of equipment failure, the touch screen will display the corresponding correction screen |
|
|
5 |
Counting function |
Production quantity / length |
|
|
6 |
Head and tail thickness adjustment mode |
The speed ratio of steel roller and rubber roller is controlled by program |
|
3. Machine Accuracy
3.1 Hardware Accuracy
|
NO. |
Project |
Technical Parameter |
Remarks |
|
1 |
Scraper |
Circular jump ≤ 1.5um, Ra0 4, Straightness ≤ 1.5um |
|
|
2 |
Coating roller (Steel roller) |
Circular runout ≤ 1.5um, Ra0 4, Straightness ≤ 1.5um |
|
|
3 |
Rubber roller |
Circular runout ≤ 10um, straightness ≤ 10um |
|
|
4 |
Deviation correction |
±0.1mm |
|
|
5 |
Tool adjustment control repetition accuracy |
±0.1um |
|
|
6 |
Temperature control accuracy |
±2℃ |
|








Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016