

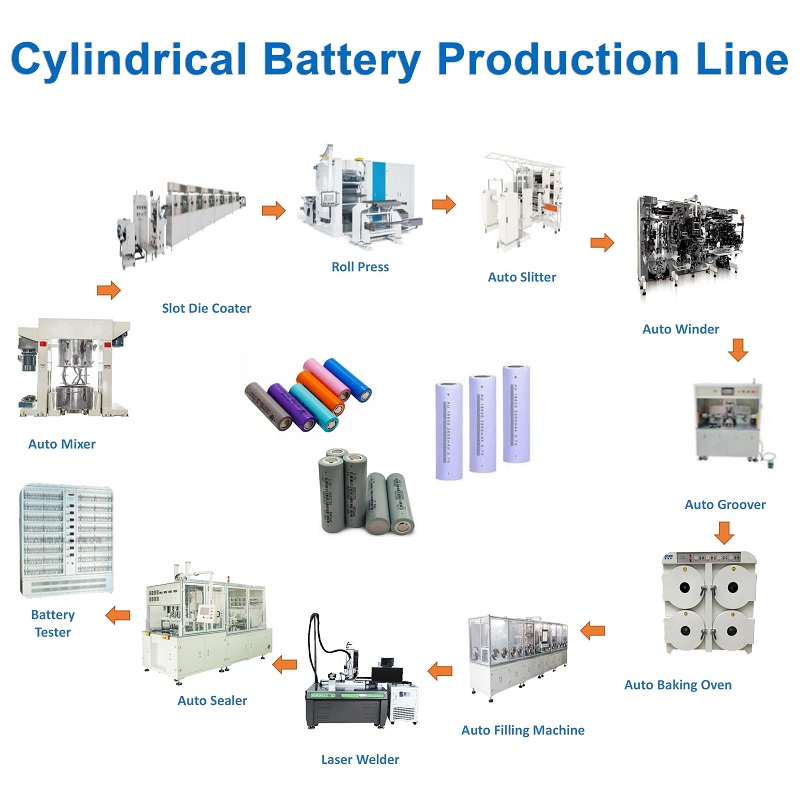
Automatic 18650/21700/26650/32650/32700 Cylindrical Cell Production Equipment Plant For Li-ion Battery Fabrication
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588



Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-TWMPayment:
Credit Card, Paypal, T/T , Western Union, LCShipping port:
Xiamen PortLead Time:
5 daysAutomatic Electrode Spot Welding Machine For Cylindrical Cell Production
1. Equipment Description:
The functions of this automatic tab welding machine include: electrode feeder, welding electrode, adhesive tape for electrode, adhesive tape for blank coating joint, electrode cutting, electrode rolling, etc.
2. Main components of the machine
2.1. Rack mechanism:
It includes the main body of the rack, the large board(mounting board) and the human-machine interface components.
(a) The main body of the rack supports and fixes the whole equipment;
(b) The large plate (mounting plate) provides a unified installation plane and reference for other systems;
(c) Human machine interface components control the operation of the equipment;
2.2. electrode unwinding and rectifying mechanism:
(a) The electrode coil is fixed by a 3-inch pneumatic shaft, which is driven by a servo motor to unwind actively. The cylinder tension is controlled by a precision pressure regulating valve, and the electrode tension is constant;
(b) The deviation correction servo motor drives the screw rod pair to automatically adjust the coil position, so that the position of the outer edge of the electrode is stable. The electrode conveying and positioning are completed by the electrode conveying roller device and the optical fiber detection and positioning mechanism, and each conveying length is controlled by the servo motor and the optical fiber detection.
2.3. Electrode supply and cutting mechanism:
electrode unwinding and straightening and conveying device: electrode is coil feeding mode, unwinding tension is controlled by active unwinding mechanism, electrode is leveled by leveling mechanism after unwinding, electrode conveying adopts servo motor ball screw drive conveying, fixed length cutting to ensure the accuracy of electrode conveying length; electrode conveying device adopts module design, through linear guide and locking device, The adjustment model is convenient and fast, the accuracy is stable, the exposed length of the electrode is ensured, and the pitch error of the electrode is distributed inside the electrode. Before welding, both sides of the electrode metal should be aligned to ensure the position accuracy and welding accuracy of the negative electrode.
2.4. Electrode welding mechanism:
(a) With Kepu/Gold and an ultrasonic welding machine. Automatic welding according to the coating position, welding time, pressure, stroke and speed adjustable;
(b) A dispensing mode device is provided, and there is a poor coating electrode detection function, and the electrode is not welded.
2.5. Electrode traction mechanism:
The servo motor drives the gear wheels to pull the electrodes, large-range angle design, and a electrode pressure roller is provided.
2.6. Electrode storage mechanism:
The transition roller is fixed to the vertical arrangement of straight rails, and the plate is reserved, and the tension is constant. The transition roller reaches the limit position, automatically returns, normal production.
2.7. Protection tape mechanism:
Automatic sticking tape according to the coating position; use unique gelatin mode, high precision, adjustable length, stable structure, convenient adjustment. It is equipped with a gelatin to find a positive institution. There is a vacuum alarm function when there is a gelatin mechanism without adhering to the film. With two sets of adhesive mechanisms, 4 tape can be attached. The gelatin mechanism can selectively open.
2.8. Electrode dust removing device:
The dust on the surface of the plate is cleared by a brush to remove dust tube interface.
2.9. Electrode collection mechanism:
After cutting the welded and taped electrode, use the automatic electrode collection table.
Note: When the electrode variety is changed, the dedicated part is changed.






Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016