

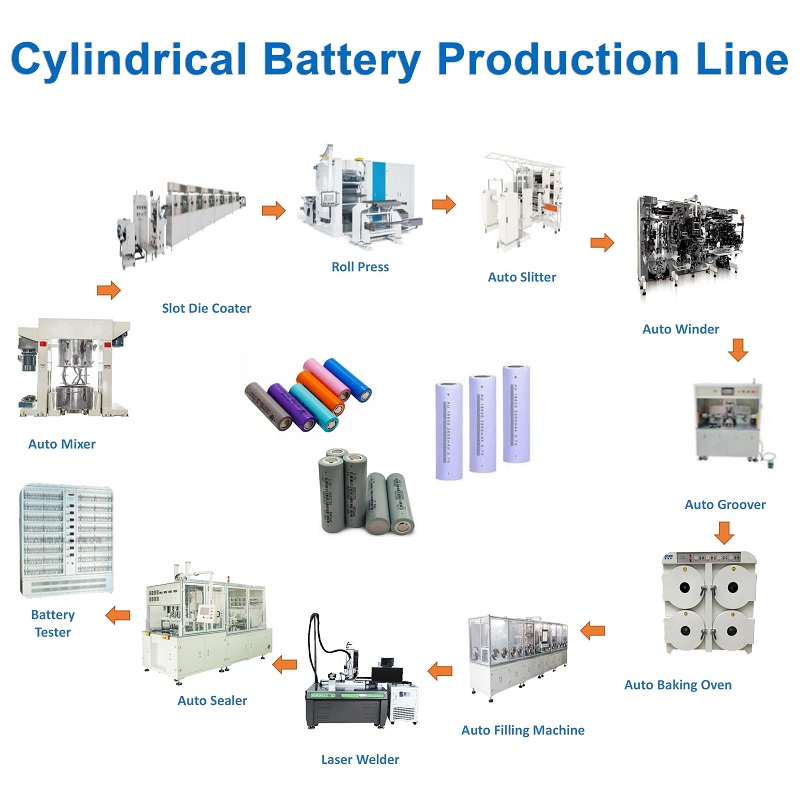
Automatic 18650/21700/26650/32650/32700 Cylindrical Cell Production Equipment Plant For Li-ion Battery Fabrication
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588






Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-XHT-7839LPayment:
Credit Card, Paypal, T/T , Western Union, LCShipping port:
Xiamen PortLead Time:
5 daysAutomatic Vertical Gap Coating Machine For Lithium Battery Electrode Making Or Tape Casting Preparation
I. Brief introduction of whole machine
Equipment composition:
1. Unwinding mechanism
2. Coating mechanism
3. Oven mechanism
4. Traction mechanism
5. Rewinding mechanism
6. Control system
II. Technical parameters of battery electrode
a) Suitable substrate thickness: aluminum foil: 0.010-0.030mm, copper foil: 0.006-0.030mm;
b) Suitable substrate width: aluminum foil: 300-660mm, copper foil: 300-660mm;
c) Pole piece aluminum / copper foil coil size: core aperture 3 inches;
d) Technical requirements for coating winding up and unwinding: coil diameter ≤ φ 500mm, core diameter 3 inches;
e) Coating slurry characteristics: lithium ion battery positive / negative slurry, viscosity: 1000 ~ 15000cps; after the slurry is fully stirred to meet the requirements of battery coating, it is filled in a running tank and stirred continuously, so as to improve the coating performance of the slurry
f) Coating material system: lithium cobalt oxide, ternary material, lithium iron phosphate, lithium manganate (related to coating drying efficiency and speed); negative carbon graphite system;
g) Single side coating dry thickness (excluding substrate): 50-150 μ m;
h) Maximum wet coating thickness: 100-300um (under the allowable condition of slurry viscosity)
III. Main performance parameters:
|
Number |
Item |
Parameter |
Remarks |
|
1 |
Maximum coating speed |
≤14m/min |
The normal coating speed is related to material system, coating thickness and solid content |
|
2 |
Speed error coating accuracy |
≤0.1m/min |
|
|
3 |
Coating machine speed |
15m/min |
|
|
4 |
Overall length of coater |
≤31m |
|
|
5 |
Air pressure of equipment air source |
≥0.6MPa |
Dry, no impurities |
|
6 |
Single side coating dry thickness error |
±2μm |
Edge, head and tail are excluded |
|
7 |
Double side coating dry thickness error |
±3.0μm |
Except edge, head and tail 8mm |
|
8 |
Weight error of one side in single chip |
±1.5% |
Measurement method (Fig. B) |
|
9 |
Minimum coating length |
20mm |
|
|
10 |
Minimum length dimension of single piece single segment pole piece |
50mm |
(one coating plus gap) |
|
11 |
Minimum length dimension of single-chip double segment electrode |
100mm |
(two coats plus gap) |
|
12 |
Single side thickness error of electrode head and tail |
+5μm ~ -10μm |
|
|
13 |
Interval coating minimum gap |
5mm |
Coating speed ≤ 6m / min |
|
14 |
Accuracy error of coating length |
±0.5 mm |
Within 800mm |
|
15 |
Overlap error of front and back coating |
±0.5 mm |
|
|
16 |
Overlap error of front and back coating edge |
±0.5 mm |
|
|
17 |
Evenness error of winding edge |
±0.5 mm |
Φ 400mm large roll |
Winding / unwinding mechanism
|
Number |
Item |
Parameter |
Remarks |
|
1 |
Installation structure |
Integral vertical plate installation |
Large CNC processing, paint treatment; |
|
2. |
Tension control system |
Torque control mode: 1. Servo motor drive; 2. Adjustable tension range 0-300n, tension fluctuation ≤ 2% |
|
|
3. |
Rectification method |
Automatic correction, accuracy ± 0.5 mm |
Ultrasonic testing Stepper motor drive |
|
4. |
Substrate operation mode |
Forward coating, traction, reverse rewind |
|
|
5. |
Winding / unwinding mode |
3-inch inflatable shaft, single shaft winding and unwinding |
Pad Shaft The maximum load is 500kg |
|
6. |
Winding / unwinding direction |
Up and down direction |
|
|
7. |
Winding diameter of winding / unwinding |
≤φ500 |
|
|
8. |
Aluminum alloy roller |
Aluminum alloy roller is used, the surface is hard and oxidized, and the surface hardness is higher than HRC65 Finish Ra 0.4, and make dynamic and static balance treatment; |
The roll passing of the whole machine shall be consistent |
|
9. |
Control system |
Unwinding section setting function operation panel |
|
|
10. |
Wall panel electric box |
Paint with the same color as the board, |
|
|
The rewinding / unwinding mechanism is mainly composed of single axis manual rewinding, automatic tension control, automatic deviation correction and other functions. The traditional passive winding of magnetic powder is abandoned. When controlling the winding tension, the concept of "taper tension" is used, that is, the tension changes gradually during winding, which avoids the phenomenon of winding core pulling caused by loose inside and tight outside. The automatic deviation correction system adopts ultrasonic detection, which is sensitive. The evenness of both sides of the winding is ensured. |
|||
Coating mechanism
|
Number |
Item |
Parameter |
Remarks |
|
1. |
Coating method |
Transfer gap / continuous coating |
The servo motor drives the rubber roller to move when the gap is between |
|
2. |
Installation structure |
Integral vertical plate installation |
Large CNC processing, paint treatment; |
|
3. |
Adjustment mode of scraper clearance |
Servo motor knife adjustment |
Number of servo motors: 2 sets |
|
4. |
Effective coating width |
≤650mm |
Base material width ≤ 660mm |
|
5. |
Coated steel roll |
It has a diameter of φ160mm, circle runout less than 1um, and the surface is plated with hard chromium Servo motor + planetary reducer drive |
Special steel, hard chromium plating, no pinhole phenomenon |
|
6. |
Coating cot |
φ160mm,Circle runout ≤ 10 um Servo motor + planetary reducer drive |
Imported EPDM with conductive agent Roll surface finish grinding |
|
7. |
Scraper |
φ 120mm, scraper straightness ≤ 1um |
Special steel, hard chromium plating, NMP corrosion resistance, hollow adjustable roller, double face scraper |
|
8. |
Coating tension control |
Speed control mode, floating roller up and down control |
Precision pressure regulating valve + tension auxiliary cylinder |
|
9. |
Abnormal alarm function |
Touch screen prompts the cause of failure |
|
|
10. |
Back roll push |
Servo motor drive |
Number of servo motors: 2 sets |
|
11. |
Tank mixing |
Cylinder + motor control, can set the stroke and speed freely |
|
|
12 |
Counting function |
Production quantity / length |
|
|
13 |
Controller and human machine interface |
10.2 "color touch screen |
Easy to operate and maintain |
|
14 |
Wall panel electric box |
Paint with the same color as the board, |
|
|
·The scraper drives the turbine worm reducer through the servo motor, drives the high-precision screw rod to drive to the inclined block, transmits the up and down movement of the scraper through the horizontal movement of the inclined block and the inclined block, and the clearance adjustment is set through the touch screen, so the operation is convenient. ·The coating steel roll driving servo motor is connected with the steel rod through a double diaphragm coupling. The steel roller bearing adopts high-precision imported bearing. Through unique installation method, it can ensure that the runout after installation is less than 1.0um. The disassembly and assembly of steel roll is simple and convenient for later maintenance. ·Compared with the traditional coating cot mechanism, the driving motor is fixed and connected by double diaphragm coupling, which avoids the influence of motor vibration on coating, ensures the coating accuracy, and avoids the motor and cot moving back and forth together, prolongs the service life of the motor, and reduces the inertia of the cot during inter coating. ·The driving mechanism of the coating cot connects the motor and the cot through a screw rod, which converts the rotary motion of the motor into the forward and backward movement of the cot. The rubber roller seat and motor are installed on the movable sliding block, with fast response and high precision. |
|||
Oven mechanism
|
Number |
Item |
Parameter |
Remarks |
|
1 |
Heating power of single section oven |
18kw / section |
Electric heating |
|
2 |
Oven length |
8 sections X3M = 24m |
|
|
3 |
Total exhaust air volume of equipment |
Centrifugal fan |
Inverter control, air volume adjustable |
|
4 |
Maximum oven temperature |
Air volume: 8000m ^ 3 / H ~ 10000 ^ 3 / h |
The ambient temperature is 30 ℃, and the temperature accuracy of single section is less than 5 ℃; |
|
5 |
Oven surface temperature |
≤50℃ |
|
|
6 |
Temperature control accuracy |
±3℃ |
Temperature control meter indication value difference |
|
7 |
Air supply volume of single section oven |
Centrifugal fan Air volume3000m^3/h~4000^3/h |
Up and down blowing, frequency control, adjustable air volume. |
|
8 |
Oven over roll |
The active roll is 45# steel roller, and the passive roll is stainless steel roller |
Grease free rolling bearing Reduction motor drive |
|
8 |
Oven drive mode |
Section 1.2. The oven is designed to be climbing. The guide roller is the main driving mode. The diameter of the passing roller is 40mm. Section 3.4.5.6.7.8 is placed horizontally. The guide roller is passive. |
|
|
9 |
Oven insulation materials, oven materials, thickness, sealing |
The oven is made of stainless steel with the thickness of 1.3mm and the shell is made of stainless steel with the thickness of 1.3mm, |
The heat preservation material of oven is rock wool, which can effectively insulate heat and keep heat. The thickness of heat insulation layer is 100 mm |
|
10 |
Oven rack |
Profile welding processing, surface painting treatment |
Light gray (please provide color plate for special requirements) |
|
l The oven is heated by circulation heating mode, with fast heating and low energy consumption; l The fan is controlled by frequency converter, which can effectively adjust the air volume and pressure of each section of oven; |
|||
Traction mechanism
|
Number |
Item |
Parameter |
Remarks |
|
1. |
Installation structure |
Integral vertical plate installation |
Large CNC processing, paint treatment; |
|
2. |
tension control |
Speed control mode, floating roller up and down control |
Precision pressure regulating valve + tension auxiliary cylinder |
|
3. |
Traction roller |
φ 160mm, circular runout ≤ 20um Reduction motor drive |
Imported EPDM with conductive agent Roll surface finish grinding |
|
4. |
Tension partition |
Press roll pinch mode |
|
|
5. |
Travel correction |
Stepper motor drive, deviation correction eye detection |
|
|
6. |
Wall panel electric box |
Baking paint treatment |
|
|
7. |
On line detection device |
Optional |
Installation position reservation |
|
The main function of traction part is to provide power for the operation of substrate. The floating roller structure is adopted to ensure the tension stability of the whole machine. In addition, the tension partition function is set to maintain the tension stability of the base material in the oven. |
|||
Control system
|
Number |
Name |
Brand |
Remarks |
|
1 |
PLC host |
OMRON |
Japan |
|
2 |
Digital analog module |
OMRON |
Japan |
|
3 |
Frequency converter |
LS |
The republic of korea |
|
4 |
Touch screen |
Weinview |
Domestic |
|
5 |
Temperature control meter |
OMRON |
Japan |
|
6 |
Dial indicator |
Precision pointer meter |
Domestic |
|
7 |
Miniature circuit breaker |
Schneider |
Schneider |
|
9 |
AC contactor |
Schneider |
Schneider |
|
10 |
Modular socket |
Schneider |
Schneider |
|
11 |
Intermediate relay |
Schneider or OMRON |
Germany / Japan |
|
12 |
Relay base |
Schneider or OMRON |
Germany / Japan |
|
13 |
Optical fiber sensor |
KEYENCE |
Japan |
|
14 |
Photoelectric switch |
OMRON |
Japan |
|
15 |
Cylinder |
Adek or qilike |
Taiwan |
|
16 |
Servo motor |
Mitsubishi or Panasonic |
Japan |
|
17 |
Head servo motor reducer |
Newcastle / Xinbao |
Germany / Japan |
IV. Site environmental requirements:
1) Ambient temperature: head part 27 ± 3 ℃
2) Relative humidity: the head part is no more than 50 ℅ hr;
3) Compressed air: after drying, filtering and pressure stabilization: the air pressure is more than 5.0kg/cm2; the gas consumption is about 4m3 / h
4) Power supply: three phase 380V, 50 Hz, voltage fluctuation range: + 7% ~ - 7%; maximum power of the equipment is 173kw; (about 60% of the maximum power under normal operation is related to the solid content of slurry, etc.)
5) Ground wire: protective grounding.
6) Ground requirements: the foundation is cement ground or terrazzo ground, with flatness of ± 2mm / m2 and bearing capacity of 1000kg / m2;









Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016