


100MWH EV Battery Prismatic Cell Manufacturing Line Machine
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588



Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-YK-800*750-LPayment:
Credit Card, Paypal, T/T , Western Union, LCLead Time:
5 daysHigh Precision Rolling Press Machine For Lithium Battery Electrode Pole Production
1、List of equipment specifications
|
No. |
Equipment name |
Equipment model |
Remarks |
|
1 |
High Precision Lithium Battery Rolling Press Machine |
LITH-YK-800*750-L |
The effective rolling width is 200~680mm. |
1.1 Equipment composition and function
Main configuration of equipment
|
No. |
Name |
Place of Origin |
|
1. |
Air switch |
Schneider (France) |
|
2. |
PLC |
Siemens (Germany) |
|
3. |
Touch screen |
Smet (Taiwan) |
|
4 |
Modular |
Siemens (Germany) |
|
5. |
Intermediate relay |
Schneider (France) |
|
6. |
Drive servo motor |
Siemens (Germany) |
|
7 |
Reducer |
International Trade (China) |
|
8. |
Memorial Gateway |
Shaogang (China) |
|
9. |
Bearing |
Wafangdian (China) |
|
10. |
Coupling |
Zhengtong (China) |
|
11 |
Hydraulic ram cylinder |
Siemark (Germany) |
|
12. |
Full automatic tension |
PID closed loop control (self-made) |
|
13. |
Deep groove ball bearing (machine head) |
NSK (Japan) |
|
14. |
Frequency converter |
Rexroth (China) |
|
15. |
Rectify deviation |
Dongdeng (Guangzhou) |
2、Introduction to equipment principle
The traction of electrode is compacted to the predetermined thickness or the predetermined compaction density by the double action of pressure and the nip of the pressure roller, so that the lithium battery produced by the rolled pole piece can achieve the designed / predetermined volume energy density and battery performance.
|
No. |
Project |
Describe |
Note |
|
1 |
Suitable system |
Continuous rolling process for positive and negative plates of lithium iron phosphate, lithium cobalt oxide, lithium manganate, lithium nickel cobalt manganese and other battery systems. |
|
|
2 |
Rolled substrate |
Aluminum foil (10um-1.5mm), copper foil (6um-1.5mm), |
|
|
3 |
Rolling mode |
Width: 200mm-750mm. |
Motor drive position |
|
4 |
working pressure |
The two rollers are rolled up and down horizontally, and the drive is located on the right side of the feeding end. |
|
|
5 |
Equipment speed |
Provided by constant pressure pump station, it is suitable for positive high pressure rolling and negative low pressure adjustment. |
|
|
6 |
control mode |
Stepless adjustment, and the linear speed of the upper and lower rollers is equal. |
|
3、Equipment action sequence

Technological process of counter roll (pole rolling)
4. Equipment composition and functional
Equipment component configuration
4.1 unwinding system (as shown in Figure 1)
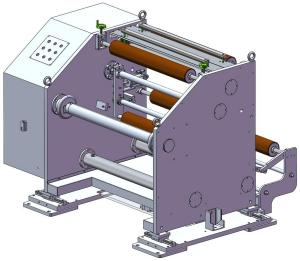
Figure 1
No.
Project
Describe
Note
1
Discharging part
φ 76mmx750mm inflatable shaft unwinding, equipped with air gun
2
Receiving platform
Pneumatic lifting of steel plate front receiving platform and pressing plate
3
tension control
Swing roll type, low friction cylinder controls the tension, and the sensor detects and displays the tension
4
Deviation correction system
Photoelectric deviation correction and linear guide rail (the maximum moving range is 100mm)
5
Rectification execution
Dongdeng deviation correction actuator
6
Sub control system
The discharging and receiving end is equipped with equipment sub control system and emergency stop (dynamic brake), pause and other buttons
7
Iron removal before rolling
Electromagnetic pole piece iron removal device, magnetic force of magnetic rod 10000~12000 Gauss
4.2 Trimming system before pole rolling (as shown in Figure 2)
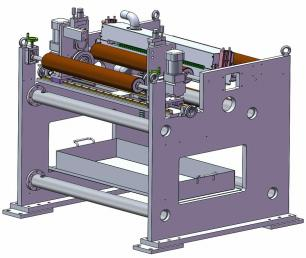
Figure 2
|
No. |
Item |
Describe |
Remarks |
|
1 |
Knife feeding requirements |
Pneumatic slitting blade (HRC ≥ 58). |
|
|
2 |
Cutting requirements |
¢ 150*50 bottom knife. |
|
|
3 |
Trimming speed |
It can automatically match the rolling mill running line speed (i.e. synchronization, response time ≤ 10ms), and |
|
|
4 |
Scrap recycling |
Can be adjusted separately; There is no material dropping and broken belt at the cutting edge. |
|
|
5 |
Trimming width |
Automatic collection, equipped with receiving box. |
|
4.3 Dust removal system before pole pressing (as shown in Figure 3)
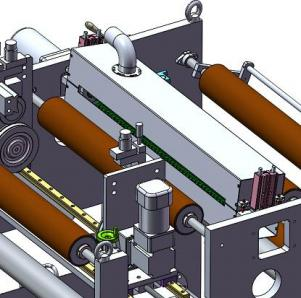
Figure 3
|
No. |
Item |
Describe |
Remarks |
|
1 |
Vacuum suction |
Reserve the interface of industrial vacuum cleaner. |
|
|
2 |
Brush cleaning |
The pneumatic lifting upper box is in contact with the rolling brush mode. The dust on the material belt is cleaned by the brush, and the dust is sucked away by the vacuum cleaner. |
|
|
3 |
Iron removal before rolling |
Electromagnetic iron removal device before pole rolling, with magnetic force of 10000 ~ 12000 Gauss. The magnetic rod is placed in the stainless steel tube and is easy to be loaded and unloaded, and it is easy to remove the adsorbed iron. |
|
4.4.1Constant pressure high-precision battery pole piece rolling mill (as shown in Figure 4)
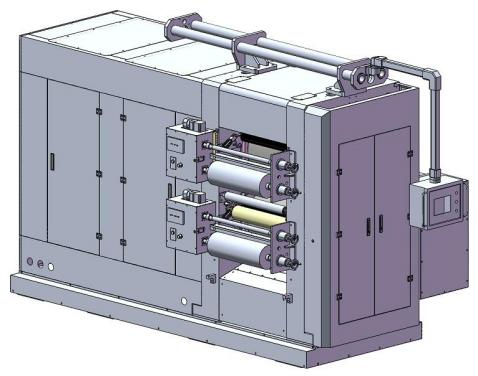
Figure 4
|
No. |
Project |
Description |
Note |
|
1 |
Roll installation |
The two rollers are arranged horizontally up and down, with an integral archway. |
|
|
2 |
dynamic system |
Dual motor torque dual output structure. |
|
|
3 |
Roll shafting |
Bearing clearance setting device, with oil lubrication device. |
|
|
4 |
Pole piece roller |
High alloy forged steel, double medium frequency induction quenching, electroslag remelting process. |
9Cr3mo |
|
5 |
Running speed |
0~30m/min, digital setting, stepless speed change, variable frequency speed control CNC system. |
|
|
6 |
working pressure |
Two hydraulic stations are used for pressurization. |
Online voltage regulation |
|
7 |
Roll gap adjustment |
0-2mm digital setting, automatic gap adjustment. |
The minimum unit of adjustment is 0.001mm |
|
8 |
Roll cleaning |
Automatic roller wiping |
|
|
9 |
Safety protection |
Stainless steel feeding hand guard is adopted. Equipped with emergency stop and pause. |
|
4.4.2 automatic roller wiping device (only negative pole, as shown in Figure 5)
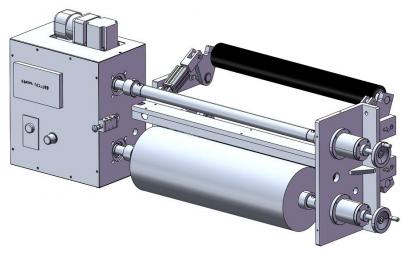
Figure 5
Function Description: the non-woven fabric is wiped on the roll by moving, and the upper and lower rolls are wiped at the same time; Roller wiping speed can be adjusted; The pressure of non-woven fabric on the roll is adjustable.
4.5 Constant tension closed-loop winding system (as shown in Figure 6)
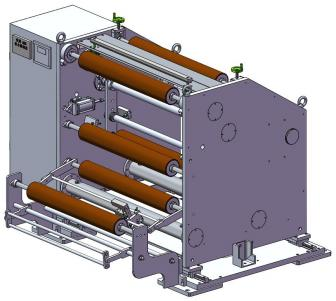
Figure 6
|
No. |
Project |
Describe |
Note |
|
1 |
Receiving part |
φ 76mmx750mm inflatable shaft unwinding, lock valve design, equipped with air gun |
|
|
2 |
Receiving platform |
Pneumatic lifting of steel plate front receiving platform and pressing plate |
|
|
3 |
tension control |
Swing roll type, low friction cylinder controls the tension, and the sensor detects and displays the tension |
|
|
4 |
Deviation correction system |
Photoelectric deviation correction and linear guide rail (the maximum moving range is 100mm) |
|
|
5 |
Deviation correction motor |
Dongdeng deviation correction actuator |
|
|
6 |
Winding power |
Winding motor (2.2kW) |
|
|
7 |
Iron removal after rolling |
Electromagnetic pole piece iron removal device, magnetic force of magnetic rod 10000~12000 Gauss |
|
4.6 PLC touch screen control system
|
No. |
Project |
Describe |
Note |
|
1 |
system composition |
Unwinding tension control, unwinding photoelectric deviation correction and deviation correction motor control, cutter motor control, rolling mill main drive control, constant pressure hydraulic station control, winding motor control, winding tension control, winding photoelectric deviation correction and deviation correction motor control |
|
|
2 |
Operation layout |
Control of braking, emergency stop and suspension. |
|
|
3 |
major function |
It is equipped with retraction and release sub control operation and main operation console, and all operation parts are equipped with emergency |
|
|
4 |
Auxiliary functions |
Stop and pause buttons (dynamic braking). |
|
|
5 |
safeguard |
It can digitally set the operation speed, pressure, gap between rolls and other instructions |
|
|
6 |
Counting function |
Full CNC operation of. |
|
4.7 Equipment installation requirements
4.7.1 power supply: 3Ph 380V, 50Hz, voltage fluctuation range: +8%~ – 8%; The total power of the power supply is 60KW plus a 10% safety factor.
4.7.2 compressed air: after drying, filtering and stabilizing: the outlet pressure is greater than 0.6~0.8mpa; Trachea is Φ 8。
4.7.3 ambient temperature: ≤ 28 ℃.
4.7.4 relative humidity: RH ≤ 85%.
4.7.5 ensure that the air on site is dry and unblocked without acid-base corrosion.
4.7.6 main engine installation foundation: the thickness of foundation cement in the main bearing area is not less than 40cm, and that in other areas is not less than 10cm; The main part of the equipment (battery pole rolling mill) needs to be installed on a concrete foundation with a ground bearing capacity of not less than 10T/m2.
5. Technical parameters
5.1 main process parameters
No.
Project
Describe
Note
1
Effective dimension of rolled surface
Ф800mmx750mm, effective rolling width 200~680mm
2
Line pressure between two rollers
Max4000KN
3
Non decaying hardness layer
Min 19mm
4
Roll hardness
HRC≥67, hardness uniformity≤HS±2
Show the test report
5
Roll surface roughness
Ra≤0.2
Show the test report
6
Roll straightness
≤±0.0015mm
7
Installed radial runout
≤±0.0025mm
8
Roll gap adjustable range
0-2.0mm,digital setting adjustment accuracy 0.001mm. The left and right gaps between the two rollers are consistent
9
Rolling accuracy
≤±0.0015mm (Coating accuracy≤±0.003mm)
10
Pressure control accuracy
≤0.15T
11
Equipment running speed
Max30m/min
12
Trimming width
200mm-680mm
13
Maximum diameter of winding and unwinding
ф500mm
14
Maximum width of reeling in and out
680mm
15
Maximum weight of reeling in and out
500Kg
16
Coil cylinder diameter
Φ76mm
17
Radial runout error of winding shaft during equipment operation
≤±0.03
18
Roll surface of winding and unwinding shaft
≤0.15
19
Roughness Ra
≤±0.03
20
Coaxiality of winding shaft
Max. 0.2mm
21
Deviation correction accuracy
0 ~ 50N adjustable
22
Maximum tension of winding and unwinding
Except for stainless steel, surface treatment and coated parts, the surface of other parts of the fuselage is coated with international computer white paint
23
Device color
(it can be sprayed according to the color card provided by the customer)
24
Outline dimension
About 3.9m × 1.8m × 1.8m × 2.9m (length × wide × High)
25
Outline of rolling press machine production line
About 28 tons
26
Whole machine weight
About 30 tons
27
Main Power
About 44KW
6. Attached data and accessories
6.1 one copy of equipment operation manual, maintenance manual and relevant data, including equipment drawings, circuit and electrical diagrams of machines and main parts and accessories.
6.2 a list of vulnerable parts (indicating the model, material, supplier and other information of vulnerable parts, including the diagram of vulnerable parts).
|
No. |
Project |
Describe |
Note |
|
1 |
Composition of spare parts |
1 set of special maintenance tools |
|
|
2 |
Vulnerable parts |
1 set of hydraulic pipeline seal, 1 upper and 1 lower cutter, 2 scraper |
|
6.3 PLC program backup.



Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016