




100MWH EV Battery Prismatic Cell Manufacturing Line Machine
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588


Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-YK-HJ-2102Payment:
Credit Card, Paypal, T/T , Western Union, LCLead Time:
5 daysSemi-Automatic Laser Welding Machine For Prismatic Battery Top Cover Welding
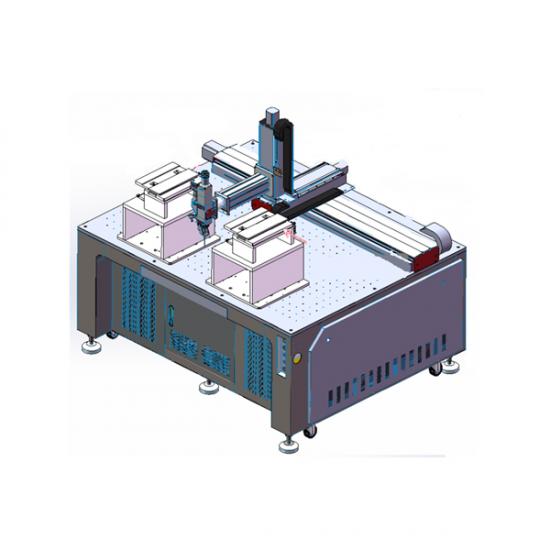
1、Equipment Overview
This equipment is used for sealing welding and liquid injection hole welding of prismatic battery top cover. It is a semi-automatic equipment. The top cover of the incoming material has been manually buckled into the aluminum shell. Taking the sealing surface of the battery as the upper benchmark, it is positioned from the top of the bottom plate of the cell. After laser welding, it is manually inspected and judged. This equipment can quickly change the fixture and is suitable for welding of various models of products.
2、Detail Item
|
SN |
Name |
Model |
Qty |
Remark |
|
1. |
Top cover welding and liquid injection hole welding machine |
XSHJ-2102 |
1set |
|
|
2. |
Cooler |
Dongluyang |
1set |
|
|
3. |
Dust collector |
foxconn |
1set |
|
3、Basic Parameters
1. Equipment List
|
SN |
Item |
Qty |
Remark |
|
1. |
Welding laser |
1set |
|
|
2. |
Welded joint |
1set |
|
|
3. |
cooler |
1set |
|
|
4. |
Motion module |
1set |
|
|
5. |
servo motor |
1set |
|
|
6. |
Frame + plate + shield |
1set |
|
|
7. |
Observation CCD+Display |
1set |
|
|
8. |
Industrial dust collector |
1set |
|
|
9. |
Motion control of welding platform |
1set |
|
|
10. |
Welding control software |
1set |
|
|
11. |
Laser waveform control card |
1set |
|
|
12. |
IPC |
1set |
|
|
13. |
Fixture |
1set |
|
2. Configure power supply
3 phase 380V;Voltage fluctuation is less than ±10%;power:8KVA;
3. Compressed air
0.6~0.8MPa
4. Environmental requirements
ambient temperature 20~40℃;relative humidity 5~55%HR;
4、Incoming parameters
|
SN |
Item |
Specification |
Remark |
|
1 |
Battery size |
L 166mm,
T 22mm,
H 234mm |
|
5、Process performance
1. Hardware accuracy
|
SN |
Item |
Specification |
Remark |
|
1. |
Effective working range of workbench |
L 300mm×W 300mm×H 200mm |
|
|
2. |
Repeated positioning accuracy of laser welding joint |
≤±0.02mm |
|
|
3. |
Qualified rate |
98.5% |
|
|
4. |
efficiency |
50-70mm/s |
|
|
5. |
Tooling fixture can be replaced |
|
|
|
6. |
Welding method |
Vertical welding and side welding (corresponding fixture is required) |
|
|
7. |
Laser welding machine power |
1000W |
|
|
8. |
Focal length adjustment accuracy of welding joint |
0.02mm |
|
|
9. |
Welding parameter memory function, switching products that have been done without programming again |
|
|
|
10. |
Equipped with dust and smoke removal function |
|
|
|
11. |
Equipped with safety door and safety grating to ensure safe work |
|
|
|
12. |
Noise |
≤75db |
|
|
13. |
failure rate |
Failure rate = (failure shutdown duration / equipment service duration) < 2% |
|
2. Product accuracy
|
SN |
Item |
Standard |
|
1. |
Welding flanging width |
<0.3mm |
|
2. |
Weld penetration and width |
Penetration 0.5~1.4mm,Melt width: 1~1.6mm, |
|
3. |
Weld pressure resistance (tensile strength) |
Withstand voltage>1.1Mpa |
|
4. |
Appearance and welding quality |
After welding, the weld shall be free of defects such as pits, broken welds, misalignment, and explosion points, and the weld shall be smooth and flat, which will not cause serious deformation of the shell. There is no welding slag in the shell after welding, and the laser does not burn the diaphragm and high-temperature tape inside the shell |
7、Configuration of main components
Equipment composition:
1. Top cover welding battery clamp part
|
SN |
Description |
Remark |
|
1. |
Manual feeding, taking the sealing surface of the electric core as the benchmark, lift up from the bottom of the electric core to ensure the consistency of the upper benchmark; The long side cylinder is locked, the short side cylinder is locked, the upper reference cylinder is unlocked, and the lower end of the fixture adopts a spring positioning mechanism. The spring is elastically deformed to ensure that the cell shell is not scratched during precise positioning; |
|
|
2. |
Pre weld the cover plate and shell first, and then fully weld after fixing the position. |
|
|
3. |
The clamping part is not in overall contact with the cell, and the middle is hollowed out to prevent excessive extrusion pressure on the cell; Manual blanking: when the battery moves to blanking, the battery cylinder unlocks, the battery cell pops up, and the material is taken manually. The short side is clamped by a rotating cylinder, and the electric core is placed and taken from the side, which is convenient to operate. |
|
2.Three axis welding platform
|
SN |
Description |
Remark |
|
1. |
The laser output head is driven by a three-axis high-precision mechanical module to ensure the accuracy of the hardware; Using high-precision algorithm and controller, accurate laser excitation power and path; Press the assembly mechanism up before welding, and then fully weld the top cover to ensure the product qualification rate; The exhaust pipe and filter shall be made of fire-retardant materials, and the connecting parts shall be connected with steel rings. |
|
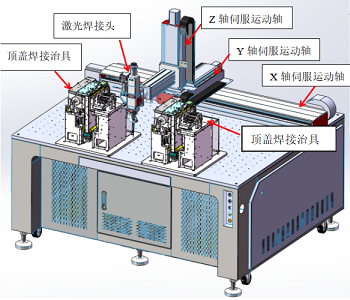
激光焊接头:Laser welded joints:
顶盖焊接治具:Top cover welding fixture:
Z轴伺服运动轴:Z-axis servo movement axis:
X轴伺服运动轴:X-axis servo motion axis:
顶盖焊接治具:Top cover welding fixture
3.Frame cover and man-machine interface
|
SN |
Description |
Remark |
|
|
The upper cover of the equipment is composed of sheet metal and Tan acrylic panels, and safety gratings are installed to ensure the safety of operators. The human-machine interface of the equipment is designed according to the existing structure of the company, and the welding parameters are visual and traceable. |
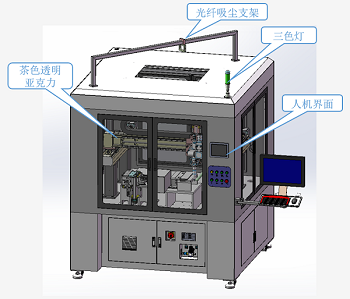
茶色透明亚克力:Tan transparent acrylic
光纤吸尘支架:Optical fiber dust suction support
三色灯:Tricolor lamp
人机界面:interface
8、Equipment capacity requirements
|
SN |
Item |
Index |
Remark |
|
1. |
Time efficiency =
Actual operation time: load time - planned downtime (failure, material switching)
Load time: production hours - planned downtime
Production hours: normal working hours
Planned downtime: morning and evening, rest, spot check, cleaning, etc |
≥99.00% |
|
|
2. |
Performance improvement=
Theoretical tempo: theoretical production time of a single product |
100% |
|
|
3. |
Product qualification rate=
Fixed loss: tape splicing, coil changing, etc |
≥99.50% |
|
|
4. |
CMK Equipment capacity index
CMK index only considers short-term dispersion and emphasizes the influence of equipment factors on product quality.
Test requirements: the extracted data is continuous; It is assumed that the operator, measuring tools and raw materials are not affected; Only consider the influence of a single factor of the equipment. (that is, the operator must be skilled and competent; the measuring tools must meet the requirements and have been calibrated; the same batch of materials; and the inspectors meet the requirements.)
Generally, 10 groups of 100 samples are sampled for measurement within about one hour after the production of the machine is stable.
|
≥1.67 |
|
|
5. |
Equipment operation plan |
300 day/year,2 shifts,(11.5)H/ shift |
|
|
6. |
Equipment life |
10 Years |
|
|
7. |
Operator |
|
|
|
8. |
Equipment noise |
≤75dB |
|
9、Brand of components and spare parts
|
SN |
Name |
Brand |
Remark |
|
1 |
Welding laser |
创鑫 Chuangxin |
|
|
2 |
Welding head |
万顺兴 Wan Shunxing |
|
|
3 |
cooling-water machine |
东露阳 Dongluyang |
|
|
4 |
Motion module |
上银 Shangyin |
|
|
5 |
servo motor |
松下 Panasonic |
|
|
6 |
Frame + plate + shield |
customized |
|
|
7 |
Observe the CCD+ display |
customized |
|
|
8 |
Dust collector |
鸿海 foxconn |
|
|
9 |
Motion control of welding platform |
customized |
|
|
10 |
Welding control software |
|
|
|
11 |
Laser waveform control card |
customized |
|
|
12 |
IPC |
Advantech / Lenovo |
|
|
13 |
Fixture |
customized |
|



Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016