


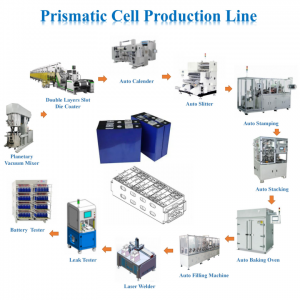
100MWH EV Battery Prismatic Cell Manufacturing Line Machine
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588





Email: Louis@chinabatterymachine.com
Tel:+86 13003860308
Whatsapp: +86 13003860308
Wechat:18659217588
Item No.:
LITH-ZL-LB650Payment:
Credit Card, Paypal, T/T , Western Union, LCLead Time:
5 daysIntermittent And Continuous Coating Machine For Battery Slurry Coating
Introduction
ZL-LB series coater is a professional coating equipment for lithium battery.
1.It is suitable for the coating process of slurry systems such as oily or water-based lithium iron phosphate, oily lithium cobaltic acid, ternary, lithium manganate, nickel cobalt lithium manganate, oily or water-based negative carbon graphite, lithium titanate, etc;
2.The tension control accuracy can reach ±1N level by using the full-automatic PID closed-loop tension control system;
3.The imported standard parts such as OMRON PLC control system and high-precision servo motor are used to ensure the ultra-high consistency and stability of the coated products in terms of surface density and size. The proportion of imported standard parts is as high as 85%.
Specifications
|
Suitable materials |
Oil or water-based lithium iron phosphate, lithium cobalt, lithium manganate, ternary, lithium nickel cobalt manganate, lithium titanate, carbon graphite and other systems |
|
Operating substrate parameters |
Aluminum foil:
Thickness: 10-30um; Width: 200-620mm; Coil diameter: max.500mm; Weight: max.500kg;
Copper foil:
Thickness: 6-30um; Width: 200-620mm; Coil diameter: max.500mm; Weight: max.500kg; |
|
Design width of roller |
650 mm |
|
Effective coating width |
200~580mm |
|
Mechanical operation speed of equipment |
12m/min |
|
Coating speed |
0.5-8m/min |
|
Suitable material viscosity |
2000~12000 Cps |
|
Single side coating dry thickness range |
50-150μm |
|
Minimum intermittent length |
5mm |
|
Minimum coating length of multi-stage |
20mm |
|
Solvent properties |
Oily solvent: NMP(s.g=1.033,b.p=204℃)
Aqueous solvent: H2O/NMP(s.g=1.000,b.p=100℃) |
|
Suitable solid content |
Anode: S.C. 60%±20%
Cathode:
S.C. 50%±10%(PVDF system)
S.C. 50%±5%(SBR system) |
|
Relative density |
Anode: 1.5—2.59/cm2
Cathode: 1~1.89/cm2 |
|
Coating method |
Double layer double side 3-stage unequal distance intermittent transfer coating / second side automatic tracking / continuous transfer coating |
|
Roll change mode |
manual |
|
Base material running direction |
Forward coating, substrate forward and reverse empty foil operation |
Machine structure
1. Unwinding mechanism (single arm manual rewinding)
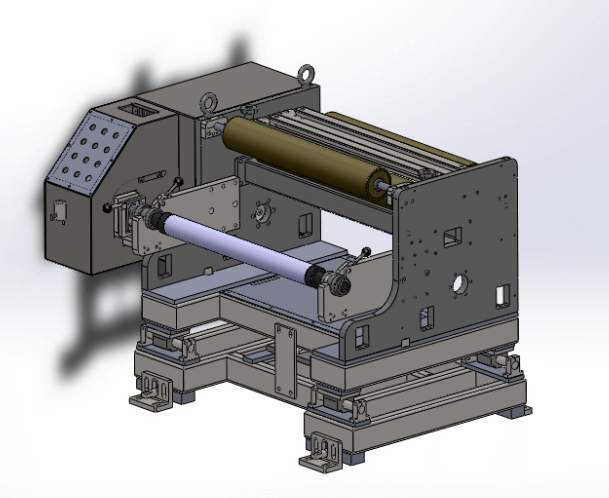
The unwinding part mainly has three functions: active unwinding, real-time automatic correction and automatic tension control;
The active unwinding is powered by the motor through the synchronous pulley, and the unwinding speed is determined according to the real-time change of tension and coating speed. The whole process runs automatically to ensure the perfect matching of unwinding speed and coating speed. It avoids the large fluctuation of tension caused by the non-linear power output of the magnetic powder which can not control the unwinding speed in real time and actively when the conventional magnetic powder is passively unwinding, which affects the coating speed.
|
Installation structure of roller |
Integral vertical plate installation (thickness 30mm) |
|
Roller surface treatment |
Oxidation treatment of aluminum roll surface, the surface hardness is HRC65, the run out of roll is ≤ 20 μ m, the surface roughness is Ra0.8, the parallelism is ≤ 0.1mm; |
|
Tension control system |
Full automatic PID closed-loop control constant tension; unwinding tension range: 0~50N; tension control accuracy ± 1N; |
|
Correction method |
Automatic EPC control, stroke 120mm |
|
Winding method |
Uncoiling in up and down direction
The coil is fixed with 3-inch inflatable shaft and inflatable shaft
Unwinding single inflatable shaft, double-sided support
Manual splicing platform, double compression bar mode |
|
Substrate running direction |
forward and backward |
|
Substrate running speed |
12m/min |
|
Maximum unwinding diameter |
Ф500mm |
|
Maximum bearing capacity of inflatable shaft |
500Kg |
|
Number of unwinding inflatable shafts |
1 |
|
Control system |
Set the function operation button, which can complete the operation of tape extension, pause, emergency stop, forward and reverse, left and right alignment, etc |
|
Unwinding speed |
The unwinding speed is controlled by PLC according to the set coating speed and real-time tension change data; the unwinding power is provided by AC motor + turbine reducer; |
2.Coating mechanism
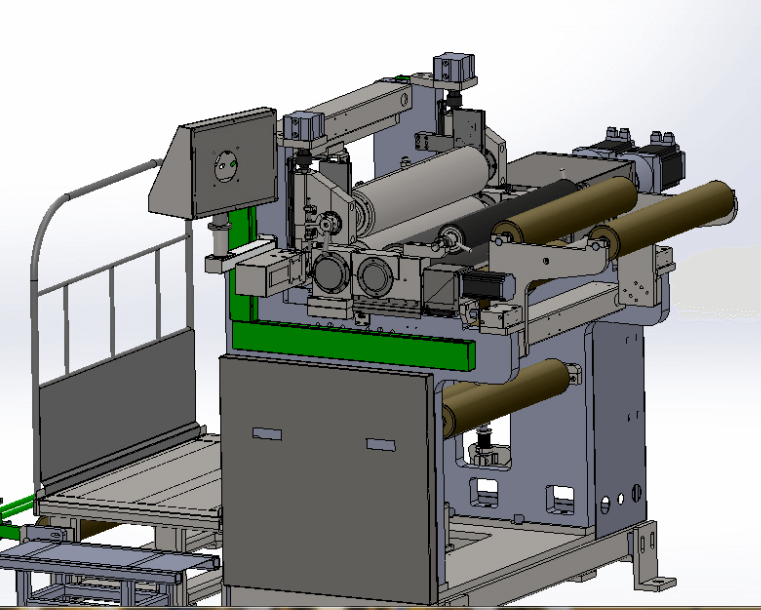
The head of the machine is mainly composed of scraper mechanism, steel roller mechanism, rubber roller mechanism and rubber roller drive.
·The scraper mechanism drives the high-precision screw rod to drive to the inclined block through the worm reducer, and transfers to the up and down movement of the scraper through the horizontal movement of the inclined block and the inclined block, which makes the adjustment accuracy more accurate, easier to control, and greatly reduces the reverse clearance.
·The steel roller mechanism is connected with the steel rod through the double diaphragm coupling through the servo motor. The steel roller bearing adopts high-precision imported bearing, which ensures the runout below 1.5um after installation through unique installation method.
·Compared with the traditional rubber roller mechanism, the driving motor is fixed, and the soft connection of the double diaphragm coupling avoids the influence of the motor vibration on the coating, ensures the coating accuracy, avoids the motor and the rubber roller moving back and forth together, prolongs the service life of the motor, and reduces the inertia of the rubber roller during the coating.
·The rubber roller driving mechanism connects the motor and the rubber roller through the screw rod, and converts the rotation movement of the motor into the front and back movement of the rubber roller. The rubber roller seat and the motor are installed on the movable slide block, with fast response and high precision.
|
Installation structure |
50 mm thick overall vertical plate structure, 1 ton overall weight |
|
Main drive motor |
Servo motor (750W) |
|
Intermittent push motor |
Servo motor (750W) |
|
Roller surface treatment |
The surface of aluminum roll is oxidized, the surface hardness is HRC65, the run out of roll is ≤ 20 μ m, the surface roughness is Ra0.8, the parallelism is ≤ 0.1mm; |
|
Reducer |
100:1 with 750W reducer |
|
Scraper structure |
Double sided comma scraper, electroplated, outer diameter Φ 128mm, |
|
Blade angle rotation control |
Handle rotation |
|
Coating roller (steel roller) |
The surface is plated with imported hard chromium, with a diameter of 128mm; |
|
Tension |
Full automatic PID closed-loop control constant tension, tension range 0 ~ 50N, tension control accuracy ± 1n |
|
Back roll |
160mm diameter, imported EPDM for surface bread, fine grinding for roll surface |
|
Trough mixing |
Straight movement of rodless cylinder, adjustable speed |
|
Baffle plate |
Saigang material, sealed with styrofoam, equipped with special knife mould |
|
Blade intermittent height adjustment |
Servo motor adjustment: set the intermittent size of scraper and steel roller on the touch screen, with the minimum adjustment size of 0.1um |
|
Stand alone head position |
Installation and operation before drying |
3.Drying mechanism(infrared heating + electric heating of stainless steel heating tube)
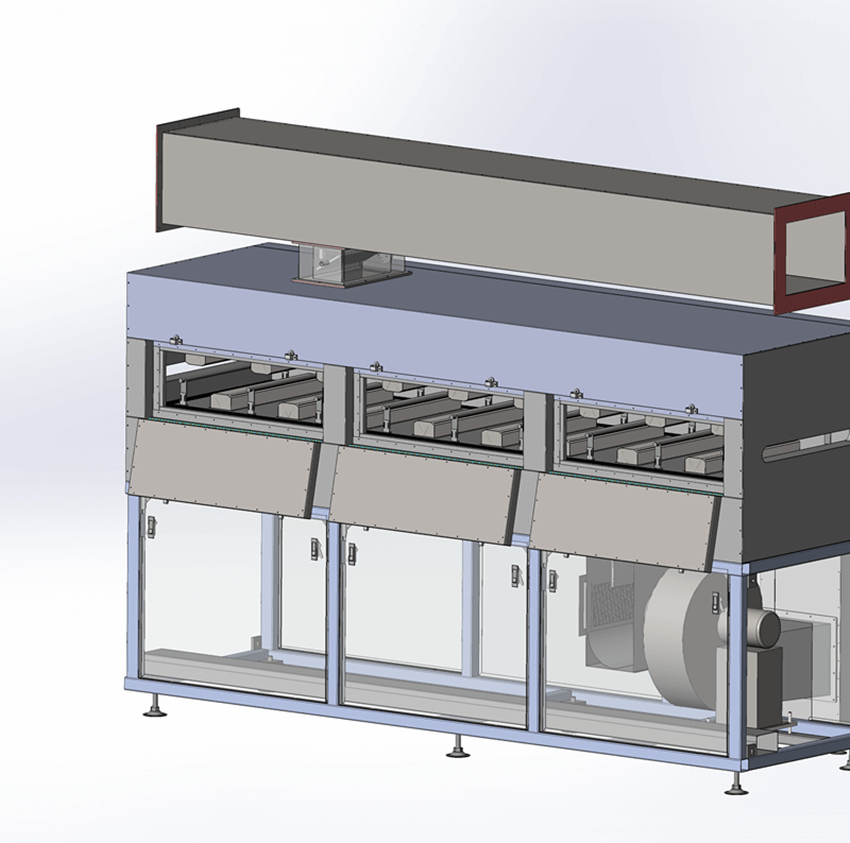
In the drying part, the fan is controlled by the frequency converter to supply air to the oven, which is heated by the electric heater before entering the oven. And equipped with hot air recycling function, effectively reducing the cost of use. Because the frequency converter is used to control the air supply motor, the air volume regulation is convenient. The fan is made of stainless steel and durable.
|
Oven structure |
Single layer independent heating, up and down arrangement, the first two heating ovens adopt the up and down independent heating bag heating mode, the second two heating ovens adopt the common heating bag heating mode. |
|
First 2 auxiliary heating |
The infrared auxiliary heating structure is adopted to prevent the cracking in the heating process and accelerate the drying speed. |
|
Oven length |
12m (3m / section, 4 sections in total) |
|
texture of material |
Stainless steel, internal container national standard SUS304 (1.0mm), external container national standard SUS201 (1.2mm) |
|
Driving mode of oven guide roller |
All guide rollers are mainly driven by servo motor with diameter of Φ 60mm and surface plated with hard chromium; the first and second guide rollers are in ascending arc distribution, the third and fourth guide rollers are in descending arc distribution with total drop of 200mm. |
|
Temperature control |
It is divided into normal working temperature control and protection control of over temperature monitoring alarm. When the temperature is over, an audible and visual alarm will appear, and the main heating power supply will be cut off; each section is completely controlled independently |
|
Heating mode |
Infrared heating + stainless steel heating pipe electric heating, hot air circulation structure |
|
Heating power of single section oven |
Front 2 sections 22KW * 3M, rear 2 sections 18kw * 3M |
|
Temperature in oven |
Design Max150 ℃, temperature difference in single section oven ≤ 5 ℃ |
|
Surface temperature of box during operation |
≤45℃ |
|
Blowing method |
Upper and lower air blowing, the upper and lower air volume are respectively controlled by the valve, which can be fine adjusted; the upper and lower air chambers share the heating body |
|
Exhaust air volume control of each section |
Through mechanical valve, independent control, fine tuning |
|
Nozzle structure |
The blowing direction is 30 degrees to the horizontal, and the air nozzle groove is slotted with a special mold |
|
Fan control |
AC contactor control |
|
Heating control |
Solid state relay |
|
Fan material |
National standard SUS304 stainless steel |
|
Blowing capacity of each section (3m) |
4500m3 / h, pressure: 550pa at rated speed |
|
Exhaust volume (two in total) |
10000m3 / h, pressure: 600Pa at rated speed |
|
Solvent recovery system |
No, only interface installation |
|
NMP solvent concentration alarm |
None (this function needs to be quoted separately) |
|
Air chamber pressure monitoring |
None (this function needs to be quoted separately) |
|
Exhaust air volume |
100-350 m3 / min |
Product Image






Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588
Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Contact Person:Louis Yang Email: Louis@chinabatterymachine.com Tel:+86 13003860308 Whatsapp: +86 13003860308 Wechat:18659217588

Lith Corporation, founded in 1998 by a group of material science doctor from Tsinghua University, has now become the leading manufacturer of battery lab&production equipment. Lith Corporation have production factories in shenzhen and xiamen of China.This allows for the possibility of providing high quality and low-cost precision machines for lab&production equipment,including: roller press, film coater,mixer, high-temperature furnace, glove box,and complete set of equipment for research of rechargeable battery materials. Simple to operate, low cost and commitment to our customers is our priority.
Contact Us Online service
Online service +86 13174506016
+86 13174506016 Louis@chinabatterymachine.com
Louis@chinabatterymachine.com +8613174506016
+8613174506016